OVERVIEW OF TEXTILES
tows. These are all embraced by through-thickness reinforcement in an interlock
architecture. The stiffeners are formed by the bias tows, which pass continuously from the
skin up and over each stiffener in turn and back into the skin again. Thus the stiffeners and
skin are formed in the same weaving process in an entirely integral manner. The part is
finished to net shape by placing the preform in a mold, introducing matrix, for example by
resin transfer molding, and curing.
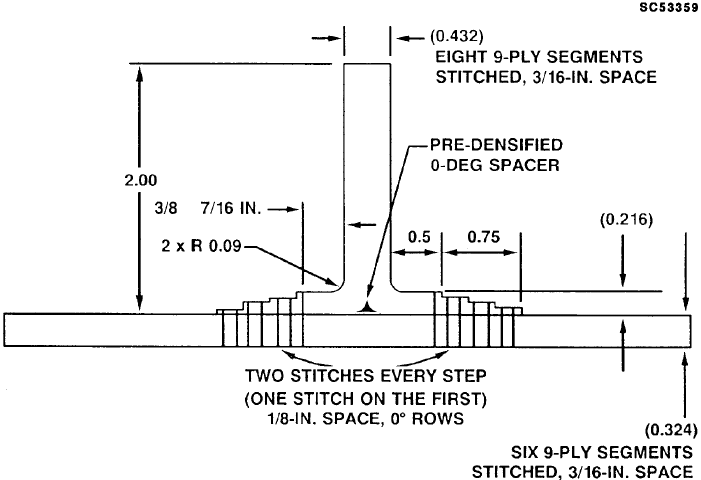
Figure 2-26 shows a schematic of a skin and stiffener formed integrally by
stitching. Once again, finishing can be accomplished by resin transfer molding and curing
in a net shape tool. Alternatively, resin can be introduced by resin film infusion, which is
the preferred process in the new McDonnell-Douglas stitched wing program.
Figure 2-26. A stitched skin/stiffener assembly. (From Ref. [2.30])
References
2.1 B. N. Cox, “Fundamental Concepts in the Suppression of Delamination Buckling by Stitching,”
in Proc. 9th DoD/NASA/FAA Conf. on Fibrous Composites in Structural Design, Lake Tahoe,
Nevada, November 1991, ed. J. R. Soderquist, L. M. Neri, and H. L. Bohon (U.S. Dept.
Transportation, 1992) pp. 1105-1110.
2.2 B. N. Cox, "Delamination and Buckling in 3D Composites," J. Comp. Mater., 28 (1994) 1114-
26.
2.3 B. N. Cox, R. Massabó, and K. Kedward, "The Suppression of Delamination in Curved Structures
by Stitching," Composites, in press.


































































































































































