



















12 - 88
MELSEC-Q
12 CONTROL SUB FUNCTIONS
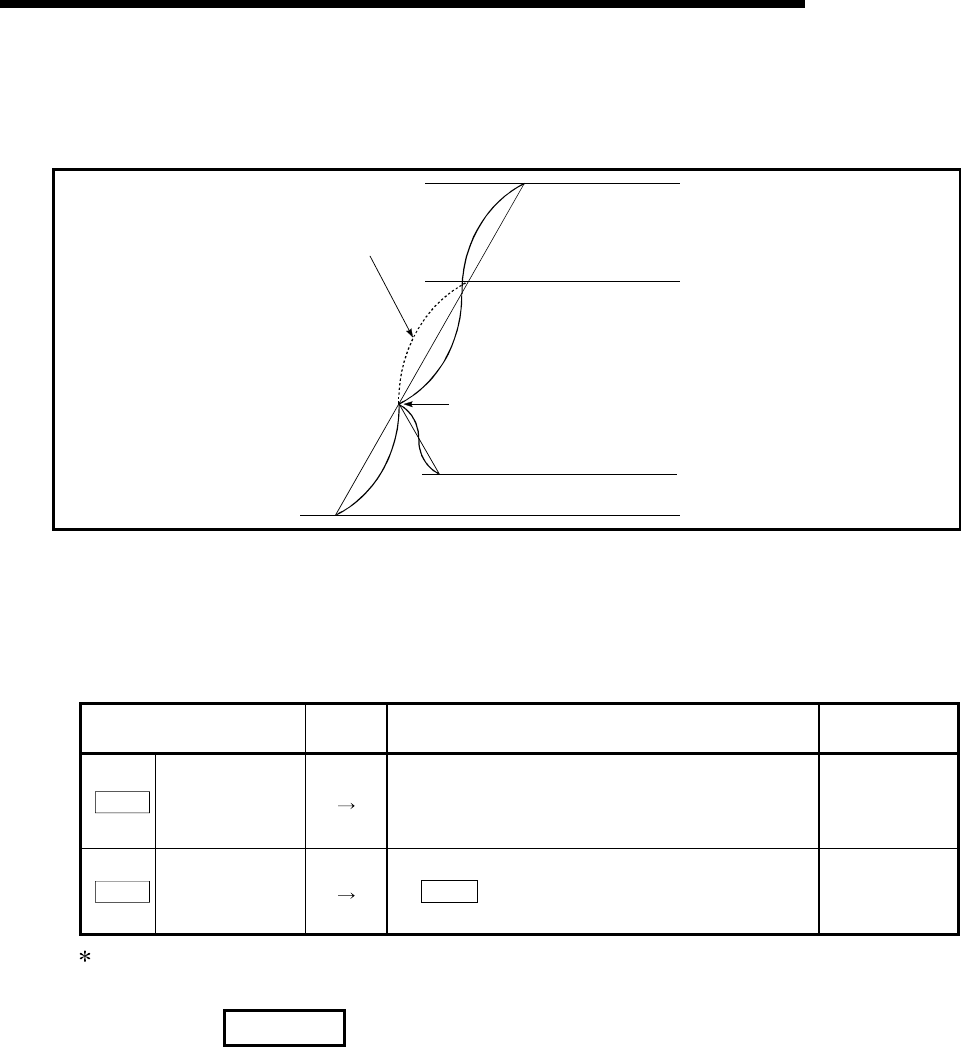
When a speed change request is given during S-pattern acceleration/
deceleration processing, S-pattern acceleration/deceleration processing
begins at a speed change request start.
When speed change
request is not given
Speed change (acceleration)
Command speed before speed change
Speed change request
Speed change (deceleration)
Fig. 12.47 Speed change during S-pattern acceleration/deceleration processing
Set the required values for the "acceleration/deceleration method setting" in
the parameters shown in the following table, and write them to the
QD75MH.
The set details are validated when written to the QD75MH.
Setting item
Setting
value
Setting details
Factory-set
initial value
Pr.34
Acceleration/
deceleration
process selection
Set the acceleration/deceleration method.
0: Automatic trapezoidal acceleration/deceleration
processing
1: S-pattern acceleration/deceleration processing
0
Pr.35
S-pattern
proportion
Set the acceleration/deceleration curve when "1" is set
in "
Pr.34
Acceleration/deceleration processing
selection".
100
Refer to Section 5.2 "List of parameters" for setting details.
REMARK
•
Parameters are set for each axis.
•
It is recommended that the parameters be set whenever possible with GX
Configurator-QP. Execution by PLC program uses many PLC programs and
devices. The execution becomes complicated, and the scan times will increase.